招商引资
-
下载招商引资政策汇编

-
在线咨询招商信息

下载招商引资政策汇编
在线咨询招商信息
![]()
招商项目
更多项目优惠政策
更多政策产业园区

 广东-深圳
广东-深圳
 广东-珠海-香洲区
广东-珠海-香洲区
 广东-汕尾
广东-汕尾
 安徽-亳州-蒙城县
安徽-亳州-蒙城县
 安徽-滁州-天长市
安徽-滁州-天长市
 安徽-铜陵-郊区
安徽-铜陵-郊区
招商引资
招商政策
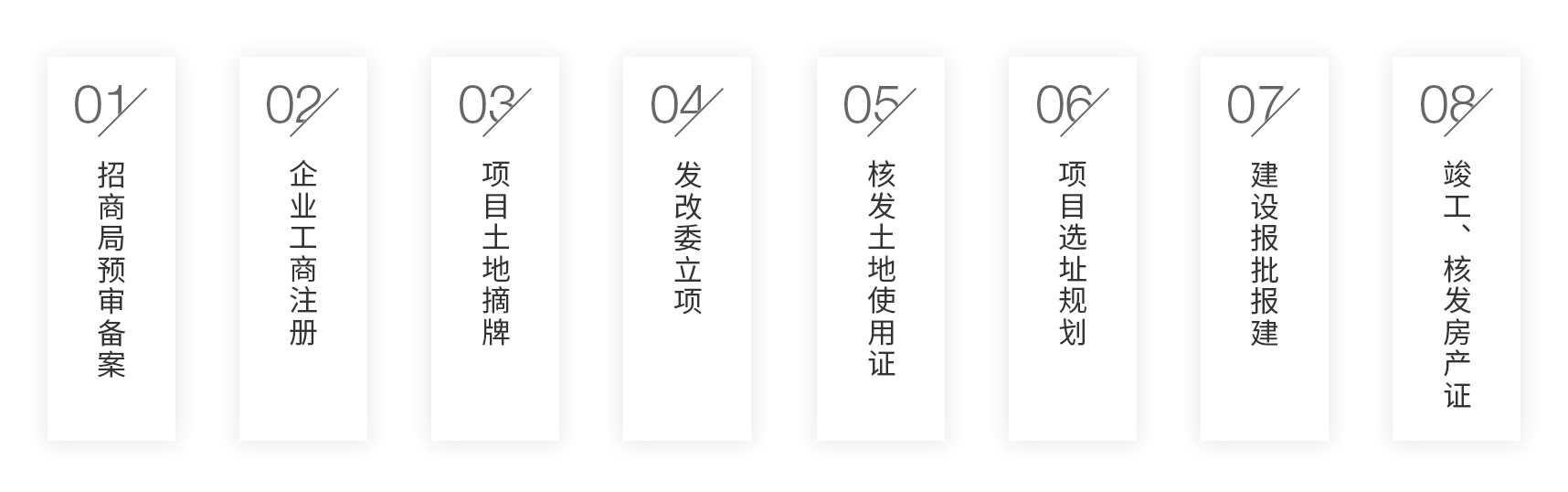
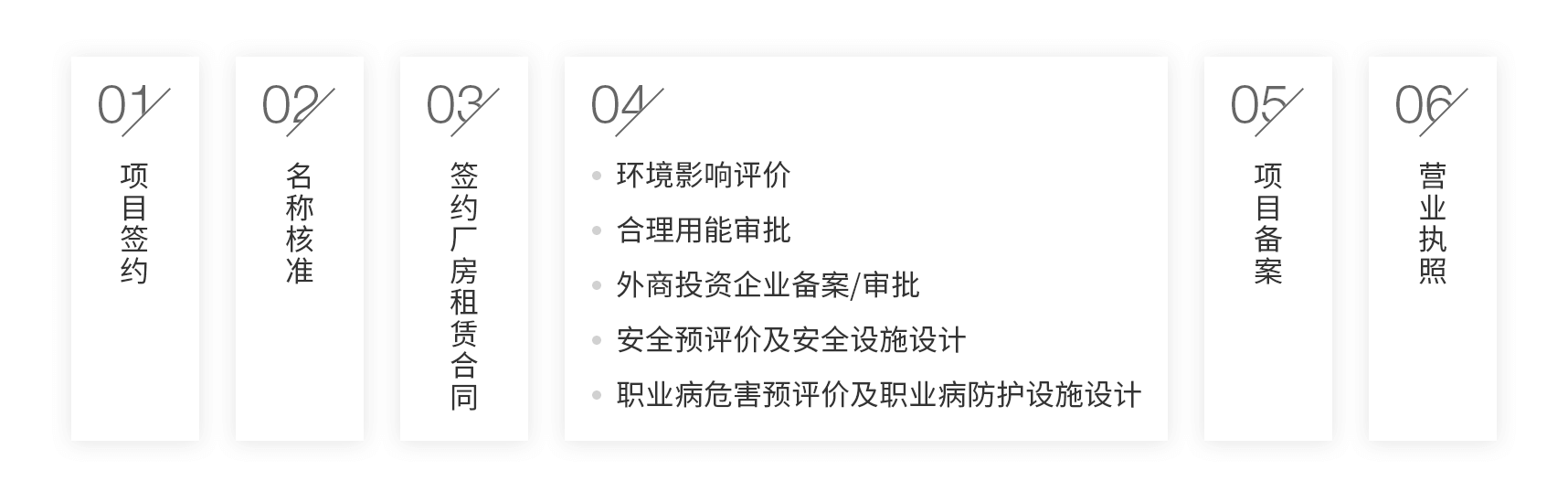
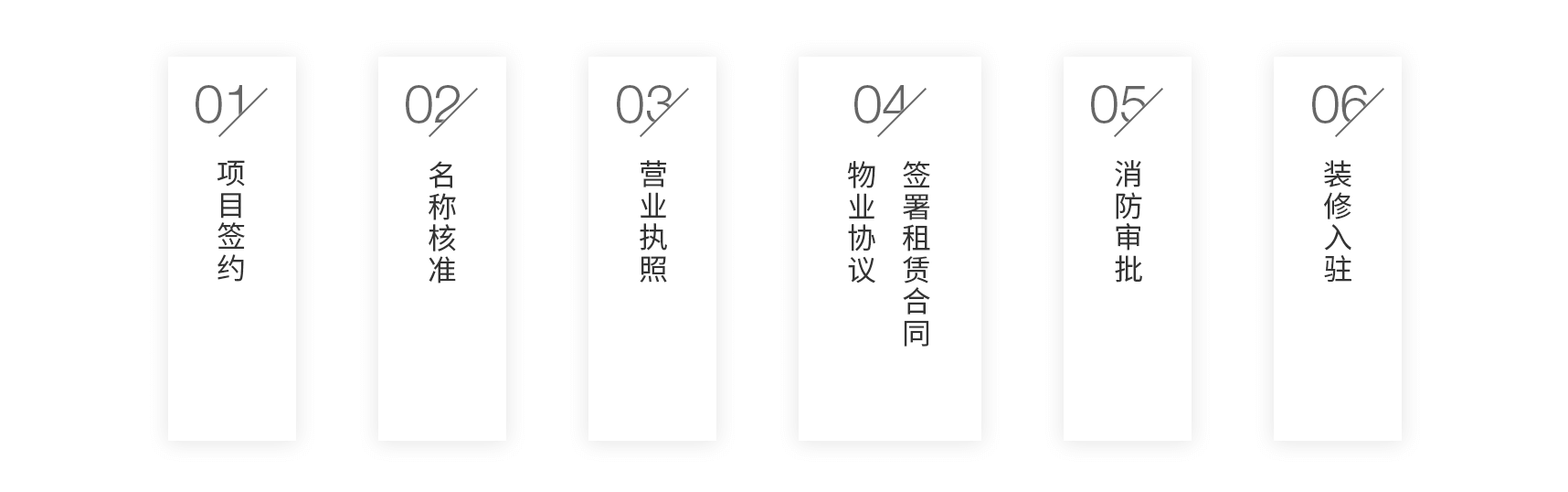
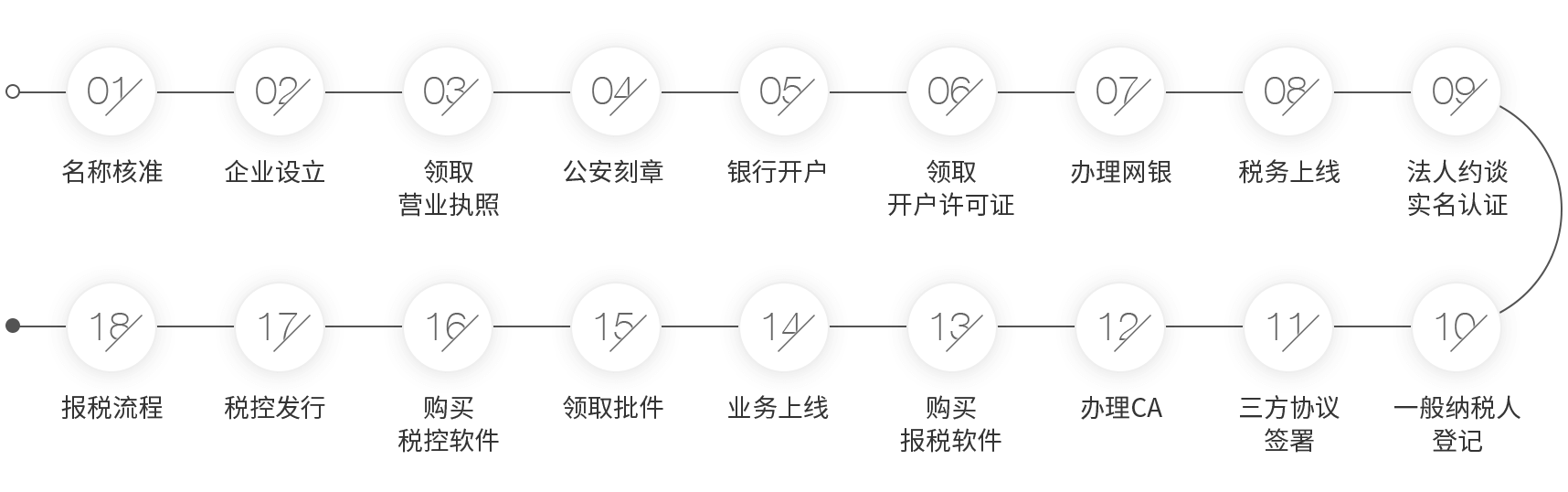
投资流程
土地招拍挂
厂房价格
注册公司
优惠政策
投资流程
 招商中心
免费获取政策汇编
招商中心
免费获取政策汇编

免费获取政策汇编
